生产管理软件针对中小型制造企业的生产应用而开发,能够帮助企业建立一个规范准确即时的生产数据库,同时实现轻松、规范、细致的生产业务、库存业务一体化管理工作。适用于所有从事产品制造及有库存管理的企业。

图一:汽车制造企业生产管理
1.公司现状
1.1 现状分析
公司客车厂分焊装、涂装、总装、完检4个车间,车间面积约15000平方米。 目前,生产线信息的采集采用人工采集、手工输入的方式。 人工采集、手工输入的方式准确性不足,存在一定的错误率。 手工输入只能定时进行,导致生产计划按周计划、月计划提交,不能精确到日。 系统中生产数据无法实时更新,滞后情况严重,不利于生产流的顺利进行,制约了产能的进一步提高。
1.2 需求分析
根据以上现状分析,我公司提出以下解决方案:
用1000个耐高温、防腐蚀抗金属标签(做成可循环利用的形式)对各车间生产线上的车辆进行一对一的标识管理。 MES在汽车零配件行业的应用
执行每批生产任务之前需在生产线管理系统中利用电子标签发卡器对各标签的信息进行初始化,标签所对应的信息应包括:生产线编码、产品编码、订单号、状态位置、计划号、产品顺序号、VIN信息等。
标签使用铆钉或其他方式固定于生产线上的车辆上,在车辆经过完检工序后,将标签取下便于下次重复使用。
在焊装车间的焊接上线点、外蒙上线点、焊接下线点分别设置一台超高频读写器,用于对进入焊装车间生产线的车辆进行信息采集,并将信息通过以太网络实时回传至后台管理系统。
在涂装车间的涂装上线点、涂装下线点分别设置一台超高频读写器,用于对进入涂装车间生产线的车辆进行信息采集,并将信息通过以太网络实时回传至后台管理系统。
图二:汽车制造当前现状
在总装车间的总装上线点、总装下线点、交检点分别设置一台超高频读写器,用于对进入涂装车间生产线的车辆进行信息采集,并将信息通过以太网络实时回传至后台管理系统。
在完检车间的合格点设置一台超高频读写器,用于对进入完检车间的车辆进行信息采集,并将信息通过以太网络实时回传至后台管理系统。
2. 系统功能
本系统包括以下几部分功能:
2.1 生产管理
根据生产订单安排投产计划,包括生产订单导入、订单统计和状况信息抛转、生产任务分解,任务自动指派等
根据投产计划制作、发放电子标签
各车间生产线采集点车辆数据采集,采集得到的数据包括:生产线编码、产品编码、订单号、状态位置、计划号、产品顺序号、VIN信息等
采集到的现场数据实时传输至后台管理系统,实现生产过程中所有操作信息都能由系统实时记录下来 。车间现场管理软件对汽车配件制造商能实现什么功能?
2.2 统计分析
通过数理统计和数学分析、数据挖掘等方法,得到企业所需要的各种数据:产线即时产量、工序产出率、设备和人员的作业状况等
自动产生柏拉图、直方图、Xbar图等各类质量报表、图表和报告,并反馈到在线系统进行性能分析和提高
具有现场数据的报表和查询功能,为高层管理人员的决策提供支持
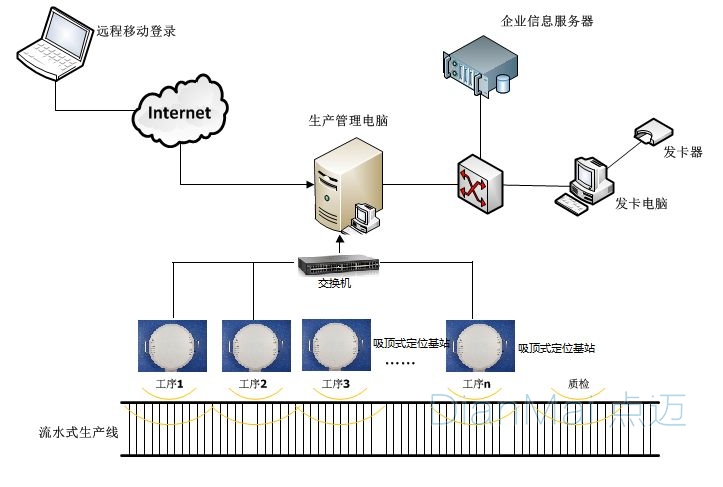
图三:生产线流水管理
2.3 系统管理
系统的备份和恢复机制
系统操作日志
操作人员权限设置
采集终端配置与控制
ERP系统接口规则
数据初始化
2.4 数据接口
从现有ERP系统中获取工程数据,为MES系统提供WIP信息
为现有ERP系统提供所需数据


