现场改善的方法有很多种,但是从其性质分类,则主要可以分为两大类,第一类是运用各种方法减少浪费的工业工程(IE),另一类则是通过增加产品的功能并设法减少产品成本来提高产品价值的价值工程(VE)。本文则主要从IE的角度出发,引入了一些精益生产的概念和方法,并对其进行适当的扩充,形成了基于精益生产的现场改善方法体系。

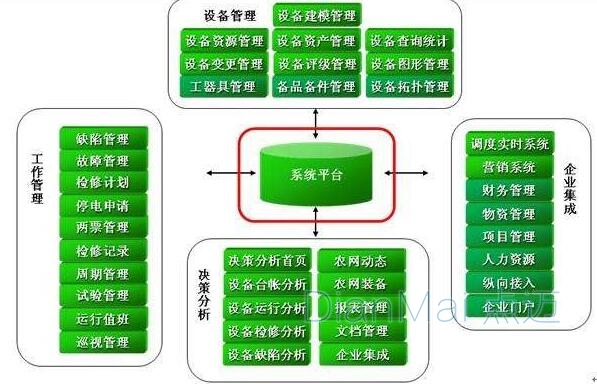
图一:精益化生产管理
一、“5S”管理
“5S”的管理思想起源于日本,他们认为做好“5S”管理是做好现场管理的前提和基础。所谓的“5S”是指5个以S开头的日文的词语,它们分别是:整理(Seiri)、整顿(Setion)、清扫(Seiso)、清洁(Seiketsu)、素养(Shitsuke)。
整理是指对现场的物品进行大致的分类,分离出有用和无用的东西,将有用的物品进行妥善的保管和使用,对于无用的物品则处理掉。通过整理,可以使得生产现场保持一种有序的状态,同时也增大了作业面积,改善了作业环境。另外,通过整理,可以有效及时的统计资源的使用情况,在工作的过程中也可以避免工件之间的相互碰撞,造成产品质量的损失。通过整理后的现场会给处于工作现场的工作人员一种舒适感,这会大大的激发出工作人员的工作热情。
整顿可以看作是整理的后续完善步骤,通过前期的整理将现场的物品进行了分类并且进行了相应的处理,整顿则就是将保留到现场的物品进行细致的摆设、等位或者定量。在现场整顿时,往往需要注意以下几个原则:
第一,合理的设计物品的摆放位置,确保物品便于使用;
第二,对于不同的工序,要尽量的精确所需物品的数量;
第三,根据物品的性质进行分类摆放,现场中的不同区域应该摆设明显的提示;
第四,按照预定的摆放规定严格执行。
这里的清扫和我们日常生活中理解的清扫是同一个概念,不过在现场中需要清扫的不仅仅是场地,同时还包括对于机械设备和生产工具的清扫,通过清扫可以保证设备的正常运转和延长设备的使用寿命。生产型数字印刷企业更需要精益化管理
清洁和清扫有着不同的含义和侧重点,经过上述三个过程处理后的现场所能达到的状态往往称为清洁。清洁描述的是一种动态的过程,这个过程需要每一位员工自觉树立起主人翁意识,自己进行保持工作。
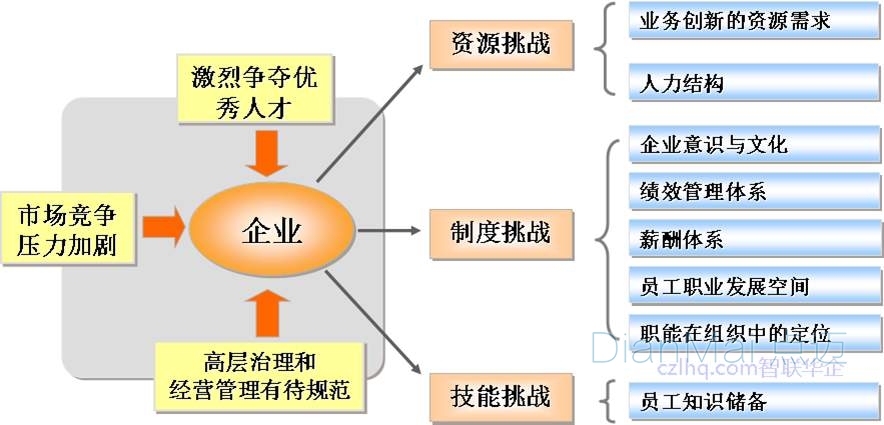
图二:精益化生产管理主要目标
二、工序流程优化
为了能够设计出最经济合理的工艺产品,尽量的减少和消除附加值低的工艺内容和程序,必须在对生产现场进行宏观的分析基础之上,对工序流程进行深度的优化,缩短加工路线和制造周期。
优化工序程序就是为了解决上述问题而研发的,它是根据经济原则对零件的作业流程进行分析、改进、优化组合的研究过程。在进行程序分析时可以根据ESCRI原则和动作经济原则,用5W2H提问的方法对每个工序进行分析。加强精益化生产管理 有效提高生产效率
图三:精益化生产管理方法
三、设备布局优化
设备的布局优化在现场改善活动中起着至关重要的作用,因为它直接影响着现场的生产能力的发挥以及生产效率的提高和生产成本的节约。在制造企业中,设备的布局通常分为逻辑布局和物理布局,所谓的逻辑布局是指各制造系统的任务分配方式,包括资源的规划和负荷的平衡等,而物理布局则是指制造设备应在现场中所处的位置,本文所说的设备布局优化也是指设备的物理布局。
当下比较成熟使用的布局类型有单行布局、多行布局、U行布局和环形布局等等,这些布局都具有不同的优势特点,但是这些布局都具有共同的约束条件:设备不可重叠、不可超负荷工作、设备之间满足最小距离等。在实际优化时,当下也采用比较成熟的启发式算法和遗传算法。


