对于一个制造企业来说,仓库是物料的存放地,需要进行优化管理,一个好的仓库会带给企业更好的发展空间和利润价值。正因如此,借助仓库物料管理软件,优化仓库管理流程,提升仓库管理能力,成为制造型企业产业升级必需选择。
仓库物料管理软件是以仓库计划为主线,对仓库内部各种资源进行统一的计划和控制,实现资源有效整合,包括入库、出库、盘点、移库、在库、标签打印、计费、波次等功能模块,为企业解决仓库管理瓶颈,包括为仓库提供简化流程,降低成本和提高工作效率等等。
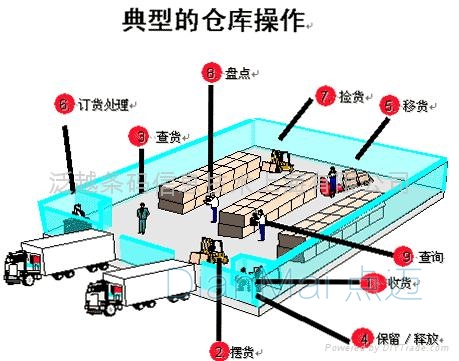
图一:物料管理软件应用
1、条码管理:仓库物料管理软件融入条码技术,可以方便用户的物流、仓储操作,减少劳动强度、降低错误率、提高工作效率。生产设备监控系统应用案例
2、批次管理:可以对物料的收发存情况进行批次管理,能够按照批次规则,自动生成入库批次号,支持基于批次的全流程业务追溯。
3、序列号管理:完整支持序列号的管理,在出入库、调拨、不合格品记录及处理、货位调整等业务环节,追踪单品序列号。同时支持售后服务序列号管理以及单品序列号的构成档案管理。
4、保质期管理:可对物料进行集中保质期预警和失效预警,确保物料的使用安全。
5、货位管理:可对物料的存放进行集中管理,可自动计算合适的存放位置,支持跨仓库货位调拨、货位盘点、以及货位作业的优化。
6、在库管理:主要包括:仓库调拨、仓位调拨、物料编码转换、盘点、库存调整、库存查询等等。
7、报表管理:可打印入库记录报表、出库记录报表、库内状态转换记录报表、仓库调拨记录报表、员绩效报表等。也可以自定义打印报表。

图二:物料管理系统功能价值
8、计费管理:可自动:计费库存、当月对账单、历史对账单、供应商账单等等,让管理者清楚了解仓库每一项成本支出。
由此可见,仓库物料管理软件的作用主要对企业内部一切有需要记录的资料信息进行系统化的存储管理,并简化仓库繁杂的作业流程,让员工可以快速准确完成各项作业,保证仓库管理的高效性、准确性,企业的竞争实力自然提升一大截。


