统计过程控制(简称SPC)是一种借助数理统计方法的过程控制工具。根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的,以下是SPC控制图的作用。
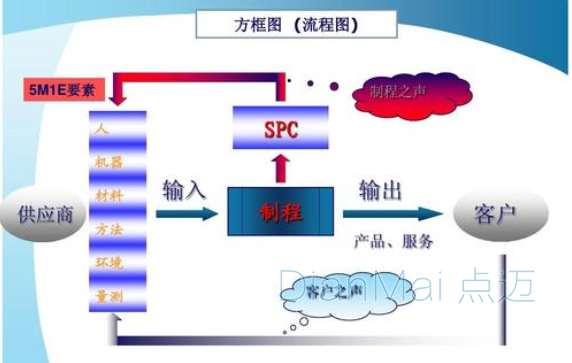
图一:SPC应用
控制图的作用:
1.在质量诊断方面,可以用来度量过程的稳定性,即过程是否处于统计控制状态;
2.在质量控制方面,可以用来确定什么时候需要对过程加以调整,而什么时候则需使过程保持相应的稳定状态;
3.在质量改进方面,可以用来确认某过程是否得到了改进。

图二:SPC2
应用控制图的常见错误:
1.在5M1E因素未加控制、工序处于不稳定状态时就使用控制图管理工作;
2.在工序能力不足时,即在CP< 1的情况下,就使用控制图管理工作;
3.用公差线代替控制线,或用压缩的公差线代替控制线;
4.仅打“点”而不做分析判断,失去控制图的报警作用;
5.不及时打“点”,因而不能及时发现工序异常;
6.当“5M1E”发生变化时,未及时调整控制线;
7.画法不规范或不完整;
8.在研究分析控制图时,对已弄清有异常原因的异常点,在原因消除后,未剔除异常点数据。


