随着信息科学的迅速发展,企业不断在不断的追求新技术,提高企业生产能力。对于产品质量稳定、设备生产效率以及成本控制能力的要求越来越高。那么在物流中心分拣车间就必须要强化设备管理,TI加强设备健康管理,用精益化的管理作风和方式抓好设备管理的每一步。通过定制合理的设备管理软件,采用科学技术的方法,提高物料中心分拣车间的设备精益化管理。
物流中心加速推进精益管理工作,通过做好设备基础信息的精细管理、设备状态的精确预测、设备的精修管理、设备的精心保养、做好备件精算管理、打造精干的设备管理队伍、设备维修队伍、设备操作队伍,明确提出要全面推进设备管理精益化。
一、开展设备风险评估,搭建设备健康管理体系
构建设备健康评价体系,从产品质量、生产进度、维修难易度及设备役龄方面对车间设备进行系统梳理。逐步完成分拣车间各设备风险评估,将分拣设备A、B、C分级评价。探索设备健康管理体系,汇总故障原因、处理方法及预防措施,形成分拣设备维修经验库
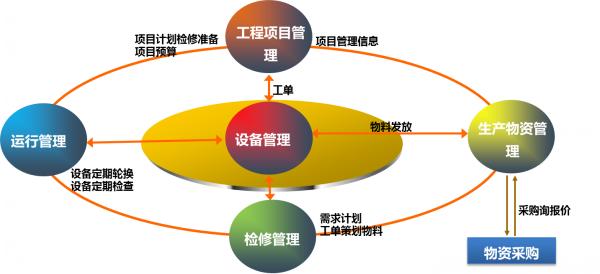
图一:设备管理结构图
二、探索构建设备点检信息化
通过开发设备点检信息管理平台,形成点检任务的生成、点检结果的归档、根据点检结果与标准值的对比生成点检异常报告等工作都由系统自动完成,机电维修员可以将大部分精力投入到现场设备维护中去。又可保证点检到位,机电维修员只有通过点检装置才能记录点检结果,并且只有点检装置在现场触碰点检标牌后才能记录点检结果。这样可保证点检到位,杜绝机电维修员伪造点检结果的可能。
实现设备点检管理的标准化,按照定点、定人、定周期、定方法、定标准值的要求执行点检标准,按照定量化管理、定业务流程、定作业规范的要求开展现场点检工作并进行数据分析,实现点检全过程管理的标准化。
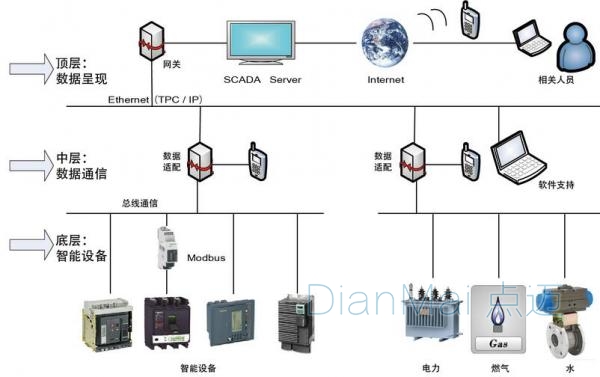
图二:智能工厂管理
三、全员参与TPM设备管理
将TPM设备管理理念渗透到车间生产全过程,形成了人人关心设备状况,人人关注设备运行,人人参与设备管理的全员设备管理氛围,使设备管理工作扎实有序推进。以可视化管理、绩效考核与员工激励为工具,推行红旗班组、精益改善明星、精益达人评选活动。机房巡检管理系统管理案例
四、以制度创新为突破,充分调动人的积极性,提升管理效能
细化岗位目标指标,以目标为引领,实行指标到人,抓好设备检查及维修质量,对设备检查、分析要全面到位。制定设备隐患风险自查预案,注重设备隐患管理。建立维修人员业绩档案和维修质量评价体系,将个人工作业绩,指标完成、学习提升、工作态度等情况全面纳入个人绩效档案。
通过精益化设备管理,能够更好的提高企业生产效率,能够有效避免不必要的损耗以及其他人身危险,避免很多事故发生。让生产设备生产加工更加安全,提高生产效率。


